
Abrasives come in as wide varieties as the tools they’re designed to sharpen—from bench stones and silicon-carbide paper to grinding wheels and diamond paste. You won’t need to stock everything, but understanding how abrasives work will help you choose the ones most appropriate for your workshop.
Grinding Wheels
Abrasive wheels made for electric bench grinders combine abrasive particles and a binder. The first concern is the size of the grit or coarseness of the stone. But the character of the binder is critically important as well. A complex bond wears slowly, which sounds good. However, if it wears too slowly, the abrasive becomes worn—slower to cut and apt to generate more heat. Softer bonds break down faster, exposing fresh abrasive particles that cut quickly.
This is true of grinding wheels and sharpening stones, and it’s why Waterstones have become so popular. The down 14 Abrasives side is faster wear. Wheels and stones with softer binders should be dressed or flattened more often. When you buy a bench grinder, the hard gray aluminum-oxide wheel that probably came with it should be considered a general purpose stone, better for grinding softer steels than tool steel.
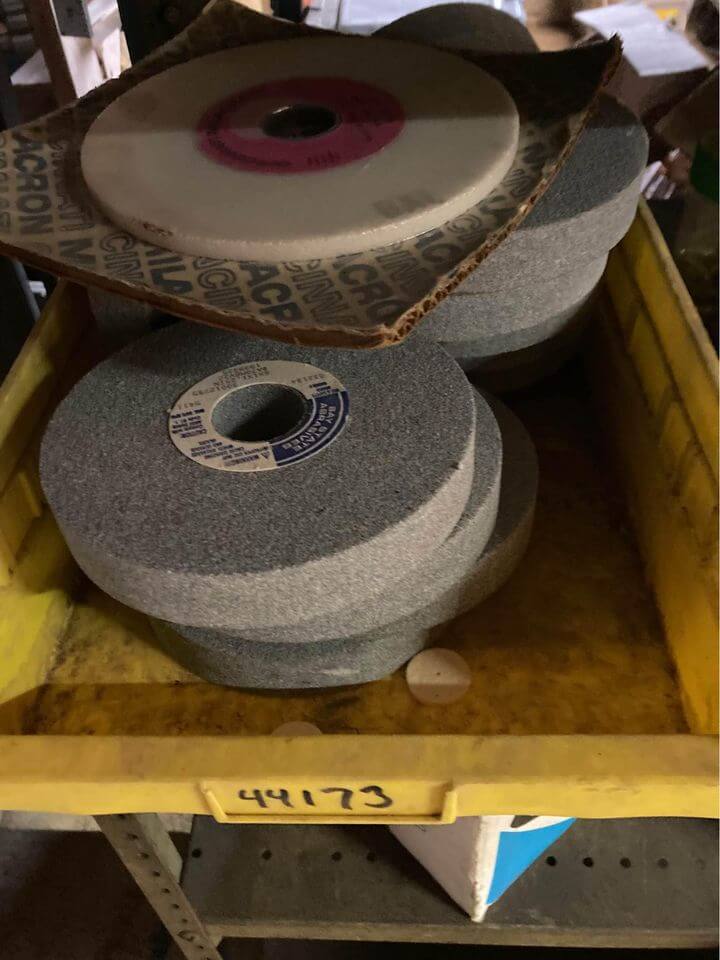
A softer, crispy, and porous wheel such as the Norton 38A aluminum-oxide wheel will cut more quickly and stay more relaxed. Hardness is controlled by the manufacturer’s choice of the ratio of grit to bond and is designated by a letter from A to Z. The Norton 38A wheel is a J grade; J or K are good grades for tool steels.
One 60-grit stone is adequate for grinding the primary bevel on plane irons and chisels, especially if you sharpen with a secondary bevel on honing stones after grinding. A more delicate stone might help carve tools and turn tools where you won’t be using a secondary bevel. You should dress a new wheel on the machine to clean the face before using it.
Read Next
- Top 10 Simple Wood Carving Projects Using a Dremel
- Best Chip Carving Knives for Beginners
- Hand Saws for Woodworking — A Beginner’s Overview
- Essential Woodworking Shop Machines
- Guide to Woodworking Hammers
- Hand Plane for Beginners — Tips and Tricks
Oilstones
The most common natural oilstones today are Arkansas stones. The coarsest grade is Washita, followed by soft Arkansas, hard Arkansas, and black hard Arkansas. Good quality Arkansas stones are getting harder to find. They last a long time, though, so if you find a used stone, chances are good that it will have a lot of life left.

Manufactured oilstones include India stones®, an aluminum-oxide abrasive, and Crystolon®, silicon carbide. Fine India is the finest grade, but it is too coarse to be considered a finishing stone. You should use a hard Arkansas or black hard Arkansas stone after a fine India stone for a good edge.
Oilstones are used with a lubricant of light oil or kerosene. People who like oilstones prefer the mess that oil makes to the mess involved with using Waterstones. Artificial oilstones are inexpensive and are coarse enough to cut reasonably quickly. But they are too coarse to provide a finished edge. Arkansas stones are expensive, and the fine grits cut slowly.
Waterstones
Almost all of the Waterstones on the market today are manufactured. Available in a wide range of grits, they cut quickly but must be flattened regularly. Hollowed or scalloped stones can’t produce a straight cutting edge. Waterstones are often stored in water, so they’re ready for use when you need them.
Japanese Waterstones
Japanese Waterstones have become popular with Western woodworkers because they cut faster than oilstones and produce an excellent edge. They should be soaked in water before use, and the stone’s surface should be kept wet using a spray bottle while honing. Ensure to dry and oil your blades after honing so moisture doesn’t cause rust.
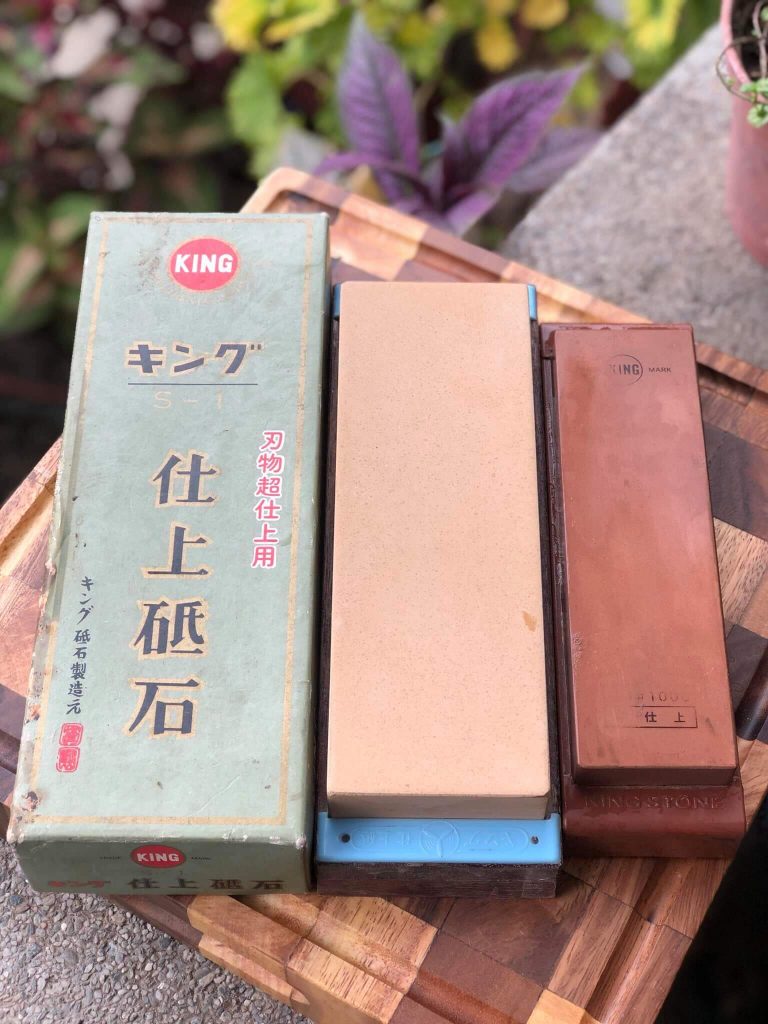
Wide varieties of Japanese Waterstones are available. Some are natural, quarried stones, but the majority are manufactured. Binders in artificial stones vary; some are vitrified or fired ceramic bonds, while others are resins. Manmade Waterstones are intended to mimic the relatively soft, fast-cutting natural Waterstones, so the binders constantly break down during use to expose fresh, sharp abrasive particles. Because of this characteristic, they also wear out of flat quickly and should be flattened regularly.
There is a large selection of grits and sizes of Japanese Waterstones available. Get the largest one you can for plane blades. Manmade Japanese Waterstones is the best value of all sharpening stones, and you can get a lot done with just two grits, 800 and 6000, mainly if you use a Nagura stone with the 6000-grit stone. If you store your Waterstones in a bucket or pan of water, ensure they aren’t exposed to freezing temperatures because the stones will crack.
Shapton® Waterstones
The Shapton Japanese Waterstones (or ceramic whetstones) are made with a hardened ceramic abrasive powder in a resin binder, resulting in a fast-cutting, long-wearing stone. A wide selection of grits is available, starting at 120. Stone grits are color-coded. A good selection for woodworkers includes 1000-, 2000-, 5000-, and 8000-grit stones. The Shapton stones are more significant than most other Japanese Waterstones at 23 ⁄4 in. by 81 ⁄4 in. by 1 ⁄2 in. thick.

They are packaged in plastic storage cases that hold the stone while you use it. An optional lapping plate comes with a rubber cover that can also be used to support the stone in use. The most delicate stone, 15000 grit, is not necessary for most people yet produces a mirror finish. Like all Waterstones, Shapton stones need to be flattened regularly, but they wear better than other Japanese stones because they are more challenging. Shapton offers a system that includes the lapping plate and abrasive powders, making it easy to keep the stones flat.
Advantages of Shapton stones
One of the advantages of Shapton stones is that they do not have to be soaked in water. Just spray the stone’s surface before using it, and keep it wet while honing. Soaking will damage the resin binder. Blades may stick to some of the finest-grit stones. A light crisscross pattern of grooves cut with a triangular file eliminates this problem. That trick can also be used on other types of stones. These stones are more expensive than most other Waterstones. They are conveniently large, and the packaging and lapping systems make maintenance and storage easy.
Nagura Stones
Nagura stones are small pieces of chalky minerals rubbed on a finishing Waterstone’s surface to build up a paste. This fine abrasive paste polishes the steel and adds a fine finish. They can be used with any Waterstone.
Norton Waterstones
Recently introduced, Norton Waterstones was designed for the needs of Western woodworkers. Norton makes four types of color-coded Waterstones—220, 1000, 4000, and 8000. Three combination stones are available (220/1000, 1000/4000, 4000/8000). They are a good value.
Norton stones are an aluminum-oxide abrasive in a vitrified binder, except for the 8000, which has a resin binder. These stones measure three in. by 77 ⁄8 in. by 1 in thick. The binder is more complicated than that used in traditional Japanese Waterstones, so they wear more slowly but still cut quickly. Norton stones are soaked in water like conventional Japanese stones, except for the 8000-grit stone, which only needs to be sprayed during use.
Ceramic Stones
White fused-alumina ceramic stones are hard stones usually used with a water lubricant. They cut faster than oilstones but not as fast as Waterstones. They produce excellent finishes and are reasonably priced. Flatness can be an issue, but they are hard to flatten (it takes a diamond abrasive to cut them). Check a ceramic stone with a straightedge before using one. Ceramics are made into slips and other shapes for carving tools and serrated knives.
Diamonds for Sharpening
Several manufacturers offer diamond stones, which cut aggressively and are suitable for sharpening woodworking tools made from high-speed steel. Using a variety of grits, you can create an edge faster than with Waterstones. The most delicate diamond stone leaves a serviceable edge but one that needs more work. For the best edge, you should follow up by using diamond paste or the finest-grit Waterstone or oilstone.
Diamond stones
Diamond stones are challenging and unlikely to wear as a Waterstone will. But there is no practical way of flattening one if that should happen or if the stone is not flat, to begin with. Diamond stones are made by bonding diamond grit to a steel base with a nickel plating process. Monocrystalline diamonds are block-shaped single crystals better for bonded applications, such as sharpening stones than more friable polycrystalline diamonds.

Polycrystalline diamonds fragment more readily into smaller particles, making them better for polishing. Lubricate the stones with water. Diamond stones are expensive, but they last a long time. They can be used for flattening Waterstones and sharpening rigid materials such as carbide or flattening ceramic stones.
Diamond files
Diamond files are handy for sharpening, deburring, and honing, while curved diamond files are helpful for sharpening gouges and other shaped tools. Diamond paste is available in more acceptable grades than diamond stones or files—down to 1 micron. Tiny quantities of this oil-based paste are used on glass, leather, iron, hardwood, or medium-density fiberboard substrate.
For woodworkers, a small, flat block of hardwood or MDF works very well. The diamond paste will become embedded in the wood. The block can be reused many times if stored carefully to avoid contamination with other grits of diamond paste or other abrasives. Diamond paste is excellent for carving tools and other challenging to hone shapes because it cuts quickly, leaving a good finish, and it can be applied to shaped wooden slips that can be made quickly to fit the tool exactly.
Working with diamond stones
Working with diamond stones and following up with a couple of grades of diamond paste will give an excellent edge. Diamond paste also can be used after oilstones or Waterstones.
Methods for manufacturing diamond particles and ceramic abrasives have been developed that give these products a uniform size. These abrasive particles are generally graded in microns (a micron is one-millionth of a meter; about 25 microns equal one-thousandth of an inch). Compared with standard mesh sizing, 600 grit is about the same as 25 microns, 1,200 grit is about 9 microns, and 3,000 grit is about 6 microns.
Conventional abrasives such as aluminum oxide are typically graded according to mesh size: 100-grit or mesh abrasive paper is made with particles that pass through a screen with 100 openings per inch. However, the abrasive material may be larger than 100 grit in one dimension and smaller in another. For more extensive abrasive materials, that’s not a problem. Still, excellent abrasives used for polishing, higher than 1000 grit, produce a better finish if the particles are more uniform in size.
Abrasive Paper and Other Sharpening Aids
Abrasive papers can be used for sharpening, but the best choice is silicon carbide wet/dry paper. Various grits can be fixed to a flat metal or glass surface with spray adhesive or simply by spraying the back with water and using water as a lubricant. Grits of 220, 600, 1000, and 2000 will cover the most sharpening needs.
Get a few sheets of several grits at an auto-supply store even if you intend to do all your sharpening with stones; they will come in handy. Abrasive papers are much less expensive than stones but wear out quickly. It’s probably not economical in the long run to do a lot of sharpening by using only abrasive papers.
The chromium-oxide honing compound comes in small bricks and helps hone and strop all sorts of tools. It also can be used on felt wheels for machine honing. Scotch-Brite® abrasive deburring wheels or Norton Bear-Tex™ wheels, widely used in industry for polishing, may not be your first thought for sharpening.
Still, they can be used for axes, carving, or other shaped tools, especially for deburring and rust removal. They are made from nonwoven nylon material with fine silicon carbide grit. Even the hardest is soft compared with grinding wheels, so you must be careful not to roll the edge when using them. But they cut quickly and give a good finish.
Scotch-Brite wheels come in several grades of hardness and fineness, such as 7S fine or very fine, where 7 is the density on a scale of 1 to 10. A 7 or 8 fine or magnificent wheel would be suitable for sharpening some woodworking tools. You can follow up with honing compound or diamond paste for a better edge or use it as is. You’d have to go to a 3M® distributor to find them, though.
Flattening Waterstones
Waterstones wear quickly and must be flattened frequently to perform correctly. For example, if you prepare the back of a new hand plane blade on a Waterstone that is not flat, you will produce a curved surface instead of a flat one, and you may ruin the blade. You also need a flat surface to hone a straight edge on planes and chisels. You may want to flatten your Waterstones several times during an extended sharpening session, which means you want a system for flattening them that is quick, easy, and reliable. And, by the way, it’s a good idea to check the flatness of new stones before using them.
How flat do they need to be?
That depends on how flat you want your blades. If you are flattening the back of a plane blade or chisel, the stone needs to be as flat as possible. Checking a stone with a straightedge against an intense light should allow you to see an even line of light under the straightedge. To minimize wear, you should try to use as much of the stone’s surface as possible when honing.
Using sandpaper
One effective way to flatten Waterstones is to use 150-grit wet/dry sandpaper on float glass. Lubricate with water, and check the stone with a straightedge when you’re done. The 220-grit Norton Waterstone prepared this way can be used to flatten other Waterstones and especially to touch them up during use.
Using a medium-grit diamond stone
Another method is to use a medium-grit diamond stone, such as the sizeable DMT® series. Check the diamond stone with a straightedge before use and lubricate with water. Check the Waterstones frequently to see that the low spots are being cleaned up. Make pencil marks on the stone’s surface to determine where the high spots have been leveled. When you are done, check with a straightedge.
Iron lapping plate
An iron lapping plate also works well. The Shapton system includes a grooved baseplate and fine and coarse abrasive powder. The plate is flooded with water and charged with abrasive powder. Lap the stone using the entire surface of the plate until the stone is genuine.
Even an iron lapping plate will wear over time. It may need to be flattened once in a while, which you can do by using wet/dry abrasive paper on a flat surface. The results will only be as flat as the surface you are using to prepare your Waterstones, so it’s a good idea to ensure that whatever system you use is flat, to begin with, and maintained adequately.
Flattening Oilstones
People seem more concerned about flattening their Waterstones, but oilstones also wear much more slowly. However, if you pick up a secondhand oilstone, it’s a good idea to check it for flatness and true the surface if necessary. Any methods for flattening Waterstones can also be used for oilstones; it will take much longer. Any stone is properly flattened when a straightedge shows an even line of light when laid on edge across the length and width of the surface.
Files
Files are valuable additions to a sharpening kit and essential for making your cutters for beading tools and molding planes. You need only a few files for sharpening standard woodworking tools, but having a wide selection on hand is never a waste of money.

How many files should you have
It’s hard to own too many. Metalworking files also come in handy for woodworking. Rectangular files are the most useful for sharpening chainsaws, scrapers, easing and deburring sharp edges on tools, and other miscellaneous tasks. There are several varieties. Flat files taper in width and are double cut, meaning they have two rows of diagonal teeth.

Both edges have a single row of teeth. Mill files also taper in width but are single-cut with one row of teeth. Hand files have parallel sides and a double-cut pattern. They have one safe edge (without teeth) that can ride against an adjacent surface without marring it. A single-cut file cuts more slowly but leaves a better finish than a double-cut file of the same length, and grade files are further classified by how coarse or fine they are.
Bastard is the coarsest, followed by a second cut and smooth. These terms are relative and have to do with the length of the file. A 6-in.-long bastard file is much more acceptable than a 10-in. bastard. For sharpening, a second-cut mill files eight in. or ten in. long is an excellent place to start.
Auger-bit file
An auger-bit file is handy for many jobs, not just for sharpening auger bits. These tiny files have safe edges on one end and safe faces on the other, so you can file right up to an inside corner without damaging the adjacent surface. They are about seven. long.
Triangular files
Triangular files are used chiefly for saw sharpening. Edges form 60-degree angles. Triangular files are single cut, taper in length, and are classed by length and width: regular taper, slim taper, extra slim, and double extra slim. For fine-tooth saws such as dovetail saws, choose a 4-in. or 5-in. slim taper. The size can make file selection for other saws of the sawtooth.
When the file is in the tooth, only about one-half of the file should be in the gullet. That way, you rotate the file to use a new edge when one edge begins to dull. But use the smallest file you can. If the file is too large for the saw, the corner will be too round or blunt to file the gullet properly. When choosing a triangular file for saw filing, check to see that it is straight. Files for fine-tooth saws should have sharp, well-formed corners so the gullet between teeth will be shaped correctly.
Specialized files
Many small files are not precisely made today, so look carefully before buying. In addition to these standards, there are a variety of specialized files.
They include feather files, which have fragile edges for sharpening Japanese-saw teeth, and round files, which are used for sharpening chainsaw blades and making beading tool cutters.
Diamond files are suitable for sharpening, deburring, and honing hardened steel, which regular files won’t cut. They are sold in coarse, medium, fine, and extra-fine grades and are inexpensive.
File maintenance
When any file wears to the point that it no longer cuts well, it is time to get a new one. Meanwhile, clean clogged file teeth with a file card. A bit of chalk rubbed in the teeth will help keep soft materials from clogging a file too quickly. Files are tough (higher than R-65 on the Rockwell scale), so treat them like edge tools and store them carefully, preferably in a rack or tool roll so they won’t bang against one another.

And, unless you’d like to risk getting a hole in your palm, any file with a tang should not be used without a handle, even if the handle is just a length of dowel with a hole drilled in the end. A handle also makes a file easier to use with accuracy.